אונדזער פירנדיקער פּרינציפּ איז צו רעספּעקטירן דעם קונה'ס אָריגינעלן פּלאַן בשעת מיר נוצן אונדזער פּראָדוקציע מעגלעכקייטן צו שאַפֿן פּקבס וואָס מקיים זיין די קונה'ס ספּעציפֿיקאַציעס. יעדע ענדערונג אין דעם אָריגינעלן פּלאַן דאַרף אַ געשריבענע האַסקאָמע פֿון דעם קונה. נאָך באַקומען אַ פּראָדוקציע אויפֿגאַבע, דורכקוקן MI אינזשענירן מיט גרויס זאָרג אַלע דאָקומענטן און אינפֿאָרמאַציע וואָס דער קונה האָט צוגעשטעלט. זיי ידענטיפֿיצירן אויך יעדע דיסקרעפּאַנסי צווישן די קונה'ס דאַטן און אונדזער פּראָדוקציע קאַפּאַציטעטן. עס איז קריטיש צו פֿאַרשטיין די קונה'ס פּלאַן צילן און פּראָדוקציע רעקווייערמענץ, און זיכער מאַכן אַז אַלע רעקווייערמענץ זענען קלאָר דעפֿינירט און מעגלעך צו נוצן.
אָפּטימיזירן דעם קונה'ס פּלאַן נעמט אַרײַן פֿאַרשידענע טריט ווי פּלאַנירן דעם סטאַק, אַדזשאַסטירן די גרייס פֿון בויער, אויסברייטערן די קופּער ליניעס, פֿאַרגרעסערן דעם פֿענצטער פֿון סאָלדער מאַסקע, מאָדיפֿיצירן די אותיות אויפֿן פֿענצטער, און דורכפֿירן דעם אויסלייג פּלאַן. די מאָדיפֿיקאַציעס ווערן געמאַכט כּדי צו פּאַסן סײַ צו די פּראָדוקציע באַדערפֿנישן און סײַ צו די קונה'ס פאַקטישע פּלאַן דאַטן.
פּקב פּראָדוקציע פּראָצעס

זיצונג צימער

אַלגעמיינע אָפיס
דער פּראָצעס פון שאַפֿן אַ PCB (געדרוקטע קרייז ברעט) קען ברייט צעטיילט ווערן אין עטלעכע טריט, יעדער מיט אַ פאַרשיידנקייט פון פאַבריקאַציע טעקניקס. עס איז וויכטיק צו באַמערקן אַז דער פּראָצעס ווערייִרט לויט דער סטרוקטור פון דער ברעט. די פאלגענדע טריט באַשרייבן דעם אַלגעמיינעם פּראָצעס פֿאַר אַ מולטי-שיכטיקן PCB:
1. שניידן: דאָס באַדייט אָפּשניידן די בלעטער צו מאַקסאַמיזירן די נוצן.

מאַטעריאַל לאַגער

פּרעפּרעג קאַטינג מאשינען
2. אינערלעכע שיכט פּראָדוקציע: דעם שריט איז בפֿרט פֿאַר שאַפֿן די אינערלעכע קרייַז פֿון די פּקב.
- פאָר-באַהאַנדלונג: דאָס באַשטייט פון רייניקונג פון די פּקב סאַבסטראַט ייבערפלאַך און באַזייַטיקונג פון קיין ייבערפלאַך קאַנטאַמאַנאַנץ.
- לאַמינאַציע: דאָ ווערט אַ טרוקענע פילם צוגעקלעפּט צו דער פּקב סאַבסטראַט ייבערפלאַך, צוגרייטנדיק עס פֿאַר דער ווייטערדיקער בילד אַריבערפירן.
- אויסשטעלונג: דער באדעקטער סאַבסטראַט ווערט אויסגעשטעלט צו אולטראַוויאָלעט ליכט מיט ספּעציעלע עקוויפּמענט, וואָס טראַנספערירט דאָס סאַבסטראַט בילד צום טרוקענעם פילם.
- דער אויסגעשטעלטער סאַבסטראַט ווערט דעמאָלט דעוועלאָפּט, איינגעעטשט, און דער פילם ווערט אַוועקגענומען, און דאָס פאַרענדיקט די פּראָדוקציע פון דער אינערלעכער שיכט ברעט.

ברעג פּלאַנירונג מאַשין

על-די-איי
3. אינערלעכע דורכקוק: דעם שריט איז בפֿרט פֿאַר טעסטינג און ריפּערינג די ברעט סערקאַץ.
- AOI אָפּטישע סקאַנינג ווערט גענוצט צו פאַרגלייַכן די PCB ברעט בילד מיט די דאַטן פון אַ גוט-קוואַליטעט ברעט צו ידענטיפיצירן חסרונות אַזאַ ווי גאַפּס און בייגן אין די ברעט בילד. - יעדער חסרון דעטעקטעד דורך AOI ווערן דעמאָלט ריפּערד דורך די באַטייַטיק פּערסאָנעל.

אויטאָמאַטיש לאַמינירן מאַשין
4. לאַמינאַציע: דער פּראָצעס פון צונויפגיסן קייפל אינעווייניקסטע שיכטן אין איין ברעט.
- ברוינונג: דעם שריט פארשטארקט די פארבינדונג צווישן דעם ברעט און דעם רעזין און פארבעסערט די קופער אויבערפלאך'ס נאַסקייט.
- נישטן: דאָס באַדייט צו שניידן די פּפּ צו אַ פּאַסיק גרייס צו פאַרבינדן די ינער שיכט ברעט מיט די קאָראַספּאַנדינג פּפּ.
- היץ-פּרעסינג: די שיכטן ווערן היץ-געפּרעסט און פארפעסטיקט אין איין איינהייט.

וואַקוום הייס דרוק מאַשין
דריל מאַשין

דריל דעפּאַרטמענט
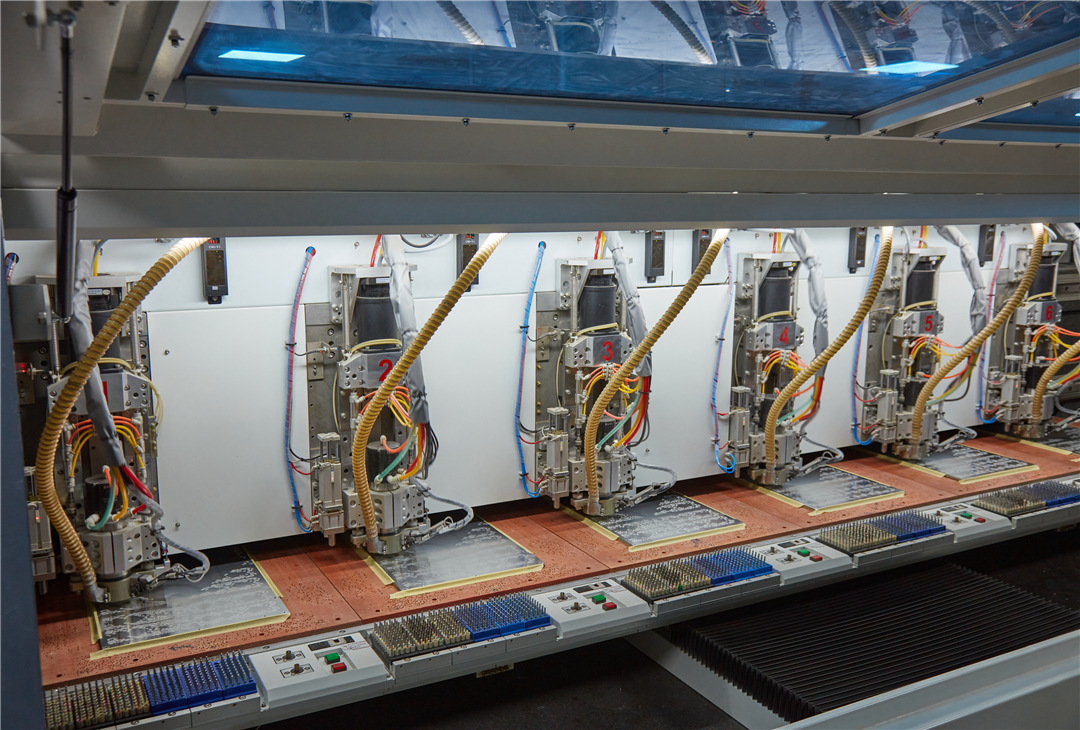
5. בויערן: א בויערן מאשין ווערט גענוצט צו שאפן לעכער פון פארשידענע דיאַמעטערס און גרייסן אויף דער ברעט לויט די קונה'ס ספעציפיקאציעס. די לעכער ערלייכטערן די ווייטערדיגע פלאגין באארבעטונג און העלפן מיט היץ פארשפרייטונג פון דער ברעט.

אויטאָמאַטיש זינקנדיק קופּער דראָט

אויטאָמאַטיש פּלאַטינג מוסטער ליניע

וואַקוום עטשינג מאַשין
6. ערשטיקע קופּער פּלייטינג: די לעכער וואָס מען בוירט אויף דער ברעט זענען קופּער פּלייטאַד צו ענשור קאַנדאַקטיוויטי אַריבער אַלע ברעט לייַערס.
- אויסגראָבן: דעם שריט באַשטייט פון אויסנעמען גראָבן אויף די ברעגן פון די ברעט לאָך צו פאַרמייַדן שלעכטע קופּער פּלייטינג.
- קליי באַזייַטיקונג: יעדער קליי רעשטל אינעווייניק פון די לאָך ווערט אַוועקגענומען צו פֿאַרבעסערן אַדכיזשאַן בעשאַס מיקראָ-עטשינג.
- לאָך קופּער פּלייטינג: דעם שריט ינשורז קאַנדאַקטיוויטי אַריבער אַלע ברעט לייַערס און ינקריסיז ייבערפלאַך קופּער גרעב.

אַאָי

CCD אויסריכטונג

באַקן סאָלדער קעגנשטעל
7. אויסערלעכע שיכט פּראַסעסינג: דער פּראָצעס איז ענלעך צו דער אינערלעכער שיכט פּראָצעס אין דעם ערשטן שריט און איז דיזיינד צו פֿאַרלייכטערן די ווייטערדיקע קרייז שאַפונג.
- פאָר-באַהאַנדלונג: די ברעט ייבערפלאַך ווערט ריין געמאַכט דורך פּיקלינג, מאָלן און טריקענען צו פֿאַרבעסערן טרוקן פילם אַדכיזשאַן.
- לאַמינאַציע: א טרוקענער פילם ווערט צוגעקלעפּט צו דער פּקב סאַבסטראַט ייבערפלאַך אין צוגרייטונג פֿאַר דער ווייטערדיקער בילד אַריבערפירן.
- אויסשטעל: UV ליכט אויסשטעל זארגט אז דער טרוקענער פילם אויף דער ברעט זאל אריינגיין אין א פאלימעריזירטן און נישט-פאלימעריזירטן צושטאנד.
- אַנטוויקלונג: דער נישט-פּאָלימעריזירטער טרוקענער פילם ווערט אויפגעלאָזט, לאָזנדיק אַ שפּאַלט.

סאָלדער מאַסקע סאַנדבלאַסטינג ליניע

זיידסקרין דרוקער

HASL מאַשין
8. צווייטיקע קופּער פּלייטינג, עטשינג, AOI
- צווייטיקע קופּער פּלייטינג: מוסטער עלעקטראָפּלייטינג און כעמישע קופּער אַפּלאַקיישאַן ווערן דורכגעפירט אויף די געביטן אין די לעכער וואָס זענען נישט באדעקט דורך די טרוקענע פילם. דער שריט אויך ינוואַלווז ווייטער פֿאַרבעסערן קאַנדאַקטיוויטי און קופּער גרעב, נאכגעגאנגען דורך צין פּלייטינג צו באַשיצן די אָרנטלעכקייט פון די שורות און לעכער בעשאַס עטשינג.
- איינצעטשן: דער באזע קופער אין דער אויסערלעכער טרוקענער פילם (נאסער פילם) אטאַטשמענט געגנט ווערט אַוועקגענומען דורך פילם סטריפּינג, איינצעטשן, און צין סטריפּינג פּראָצעסן, און דאָס פאַרענדיקט דעם אויסערלעכן קרייַז.
- אויסערלעכע שיכט AOI: ענלעך צו אינערלעכע שיכט AOI, ווערט AOI אָפּטישע סקאַנינג גענוצט צו ידענטיפיצירן דעפעקטיווע לאָקאַציעס, וואָס ווערן דערנאָך רעפּאַרירט דורך די באַטייַטיקע פּערסאָנעל.

פליענדיקע פּין טעסט

רוטינג אָפּטיילונג 1
רוטע דעפּאַרטמענט 2
9. סאָלדער מאַסקע אַפּליקאַציע: דעם שריט ינוואַלווז אַפּליקירן אַ סאָלדער מאַסקע צו באַשיצן די ברעט און פאַרמייַדן אַקסאַדיישאַן און אנדערע פּראָבלעמען.
- פאָרבאַהאַנדלונג: די ברעט גייט דורך פּיקלינג און אַלטראַסאַניק וואַשינג צו באַזייַטיקן אָקסיידן און פאַרגרעסערן די קופּער ייבערפלאַך ס ראַפנאַס.
- דרוקן: סאָלדער קעגנשטעל טינט ווערט גענוצט צו דעקן די געביטן פון די פּקב ברעט וואָס דאַרפן נישט סאָלדערן, צושטעלנדיק שוץ און איזאָלאַציע.
- פאַר-באַקן: דער סאָלווענט אין דער סאָלדער מאַסקע טינט ווערט געטריקנט, און די טינט ווערט פֿאַרהאַרטעט אין צוגרייטונג פֿאַר עקספּאָוזשער.
- עקספּאָוזשער: UV ליכט ווערט גענוצט צו אויסהאַרטן די סאָלדער מאַסקע טינט, וואָס רעזולטירט אין דער פאָרמירונג פון אַ הויך מאָלעקולאַר פּאָלימער דורך פאָטאָסענסיטיוו פּאָלימעריזאַציע.
- אַנטוויקלונג: די נאַטריום קאַרבאָנאַט לייזונג אין דער נישט-פּאָלימעריזירטער טינט ווערט אַוועקגענומען.
- נאך-באקן: די טינט איז אינגאנצן פארהארטעוועט.

V-שניט מאַשין

פיקסטשער טולינג טעסט
10. טעקסט דרוקן: דעם שריט באשטייט פון דרוקן טעקסט אויף די פּקב ברעט פאר גרינגע רעפערענץ בעת ווייטערדיקע סאָלדערינג פּראָצעסן.
- איינמאַכן: די ברעט ייבערפלאַך ווערט ריין געמאַכט צו באַזײַטיקן אַקסאַדיישאַן און פֿאַרבעסערן די אַדכיזשאַן פון די דרוק טינט.
- טעקסט דרוקן: דער געוואונטשענער טעקסט ווערט געדרוקט צו פארלייכטערן די ווייטערדיקע שווייס פּראָצעסן.

אויטאָמאַטישע E-טעסט מאַשין
11. ייבערפלאַך באַהאַנדלונג: די נאַקעטע קופּער פּלאַטע גייט דורך ייבערפלאַך באַהאַנדלונג באַזירט אויף קונה רעקווירעמענץ (אַזאַ ווי ENIG, HASL, זילבער, צין, פּלייטינג גאָלד, OSP) צו פאַרמייַדן ראַסט און אַקסאַדיישאַן.
12. ברעט פּראָפיל: די ברעט איז געפאָרעמט לויט די קונה'ס באדערפענישן, וואָס ערמעגליכט SMT פּאַטשינג און אַסעמבלי.

אַווי דורכקוק מאַשין
13. עלעקטרישע טעסטינג: די ברעט קרייז'ס קאנטינעואיטעט ווערט געטעסט צו אידענטיפיצירן און פארמיידן יעדע אפענע אדער קורצע קרייזן.
14. לעצטע קוואַליטעט קאָנטראָל (FQC): אַן אויספירלעכע דורכקוק ווערט דורכגעפירט נאָכן פֿאַרענדיקן אַלע פּראָצעסן.

אויטאָמאַטישע ברעט-וואַשינג מאַשין

עף-קיו-סי

פּאַקאַדזשינג אָפּטיילונג
15. פּאַקאַדזשינג און שיפּמענט: די פֿאַרטיקע פּקב ברעטער ווערן וואַקוום-פּאַקט, פֿאַרפּאַקט פֿאַר שיפּמענט, און איבערגעגעבן צום קונה.